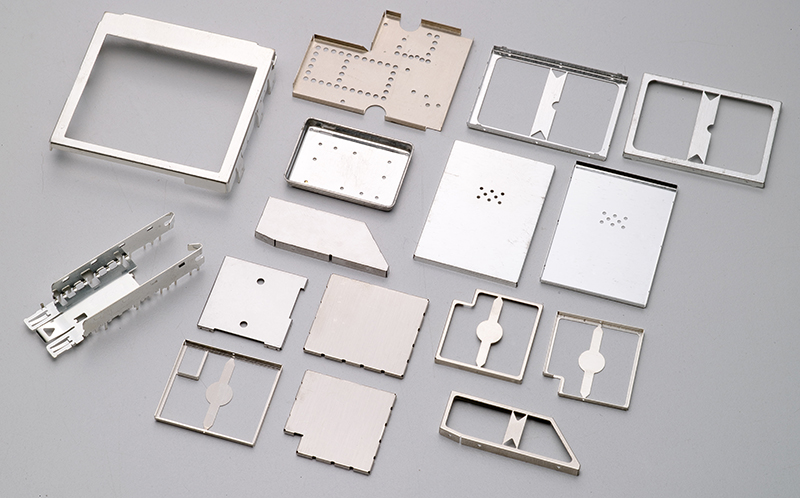
启航彩用屏蔽体将元器件,电路,组合件,电缆或整个系统的干扰源包围起来,防止干扰电磁场外扩散;用屏蔽体将接收电路,设备或系统包围起来,防止它们受到外界电磁场的影响。屏蔽罩的材料通常采用0.2mm厚的不锈钢和洋白铜为材料。其中洋白铜是一种容易上锡的金属屏蔽材料。采用SMT贴时应考虑吸盘的设计。
启航彩 一:产品小孔剪口毛刺和连剪带折处毛刺:冲头和刀口间隙过大造成毛刺或者冲头往一边偏,造成一边又毛刺一边没有毛刺。我们的屏蔽件最后一步有些做的连剪带折结构,冲头生产一段时间后磨损,容易产生毛刺。在最后一步因为没压住料或者折弯冲头拉料,产品产生异味造成一边剪的多一边剪的少,少的一边就会凸出来造成尺寸不良。在最后一步有时候因为引导针拉料被敲断,会引起折弯剪断尺寸不稳定。
启航彩 二:产品内外表面,折弯内外侧面压伤:分两种情况,
(1)小孔跳废料,大孔跳废料:长时间生产导致冲头刀口磨损间隙变大,无法卡住废料,被冲头带出模面造成压伤
(2)粉屑压伤:冲头与刀口间隙过大或过小产生粉屑散落模面。材料在过整平机和送料机的时候,因为机器内有粉尘细微铁屑会直接压伤产品。
三:产品正面侧面少孔:生产中没加冲剪油冲头拉断;小孔废料因为加油太多堵在漏料孔里导致堵孔,冲头断掉;垫脚移位堵住漏料孔;吸风漏斗堵住漏料孔都会断冲头。
四:折弯角度外张和内扣:外张,模具没压死;模具内压大废料,产品;折弯冲头和镶件间隙变大;折弯镶件压筋磨损或者崩掉都会造成角度外张。内扣,模具压太死;折弯镶件压筋太高;折弯冲头和镶件间隙太小都会造成角度内扣。
启航彩 五:侧边刮伤:折弯冲头或者折弯镶件磨损;折弯冲头和镶件间隙太小;折弯冲头和镶件卡有废料;加油少等都会导致刮伤。
启航彩 六:折弯高度不一般:步距未调好多送或少送;折弯冲头镶件移位;折弯间隙一边紧一边松导致拉料。有时候同一个折弯边一头高一头低,是因为产品摆动或者折弯冲头镶件位置不对。
启航彩 七;字码消失残缺不清晰,麻点消失不清晰:模具未压死;字码麻点镶件高度不够或者磨损;模具内压废料产品。
八: 产品变形,拱形,有螺丝压印,模印:产品变形,材料扭曲未过平;压料力不够导致脱料变形;模板变形;调平螺丝高度没调好或者为了调平面度螺丝变形。产品拱形,模具未压到位,模具内压废料产品导致拱形。上下模压的太死;镶件高出或矮过模面会在产品上留下模印压伤。
九:脚仔变形,拉断:脚仔变形,避位不够;调平螺丝碰到折弯边;脱料弹簧断掉脱料不顺导致变形。脚仔拉断,模具压太死加上压筋过高脚仔会断掉;折弯冲头镶件间卡废料导致剧烈摩擦拉断。
十:产品平面度不良:材料扭曲未过平;折弯边高度不一超差;折弯镶件上的压筋高度宽度不统一导致应力不均衡材料失稳变形;模板变形不平压不住料。
启航彩 十一:小凸包没了,小了,大了:打凸包的针短了磨损;模具没压死;模具内压废料产品会导致凸包小了没了;折弯镶件避位不够,模具避位不够都会把小凸包压扁。打凸包的针高了;工作部分直径大了会导致凸包过大甚至破裂。
启航彩 十二:装配过松过紧:屏蔽架和屏蔽盖单边有0.03-0.05mm的间隙,架子外形尺寸走上限盖子外形尺寸走下限装配就紧;架子外形尺寸走下限盖子外形尺寸走上限装配就松,若盖子外张架子内扣装配也会松动;在间隙合理的情况下凸包的直径大小高度也影响装配的松紧。在需要我公司组装好出货的屏蔽罩,有时候为了装配稍紧,就要求架子角度外张一点,此种情况以实配效果佳为准。若架子拱形组装高度就会高。
十三:V形预折太浅:在架子上做V形预折是为了维修手机芯片时可以把架子上的吸嘴折掉,方便维修。V形预折太浅是因为模具没压死;V折镶件高度矮了,V折镶件刃口磨损,崩掉。
十四:划伤:产品来料或生产过程中送料带擦花以及清洗过程中产品碰撞擦花严重不能接受的。
启航彩
启航彩 十五:发黄:产品表面有黄色班块,有的也会成线状,主要是产品清洗后表面清洗不干净或有浊水渍,在烘干时未能完全散发干净,高温后轻微的呈白色雾斑,严重的由白色变成黄色,个别的是手指触摸印汗渍,时间久了也会发黄。